
Hydroforming DP 780 Steel Tubes
The advancement in high strength steel can be seen by the use of hydroforming DP 780 Steel tubes . It provides an innovative technology that can not only lower the cost of steel frame fabrication, but ...
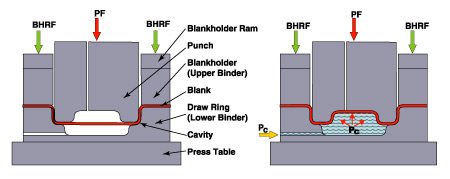
Deep Draw Hydroforming Process
What is Sheet Metal Hydroforming? Sheet metal hydroforming is a metal forming process that is achieved by applying force to sheet metal to alter its overall geometric shape as opposed to added or sub ...

Metal Stamping: What to Expect from a Provider
In terms of metal stamping, for many suppliers, a statement that seems to be used most often when describing the service is one that usually involves savings in some way. An obvious selling point that ...

CAFE standards 2014: How Hydroforming Can Help
Corporate Average Fuel Economy (CAFE) standards were first enacted in by Congress in 1975, following the Arab Oil Embargo, as a way to improve the average fuel economy of the cars and light trucks -- ...